 矿物纤维喷涂技术工艺特点工艺流程工艺标准注意事项(附)F-16S喷涂工艺操作说明
矿物纤维喷涂技术工艺特点工艺流程工艺标准注意事项(附)F-16S喷涂工艺操作说明矿物纤维喷涂技术
采用不同的矿物纤维喷涂棉和性能各异、功能不同的粘结剂,通过成套先进的喷涂设备喷涂于建筑及机车、船舶等基体表面,经自然干燥后形成具有一定强度和厚度的无接缝整体稳定密闭的喷涂层。该喷涂层呈现弹性的自然纹理和纤维质地,并形成具有绝热(保温/隔热)、吸声降噪、隔声、防火、耐火等优异特性的系列矿物纤维喷涂产品,这一工艺称为矿物纤维喷涂技术。




工艺特点
突破传统技术限制:
矿物纤维喷涂施工工艺,从根本上解决了传统绝热材料(毡、毯、板)等型材,接缝多、密闭性差、安装工序多、易老化变形、下坠等问题,大大提高了绝热性能,同时也解决了现场搬运和裁剪矿棉纤维对工人产生的刺痒问题。
便捷施工:
采用机械化施工,无需支撑和挂件等材料固定、快捷简便、施工效率高,大大缩短了工期。●广泛适用性:适合任何建筑形状表面,尤其适合复杂结构和异型结构表面,建筑基层安装有复杂密集的吊挂件、管线,预埋件等,施工人员很难到达的空间,均可轻松喷涂施工。
适用基面:适合喷涂于钢材、混凝土、木材、石膏板等基材表面




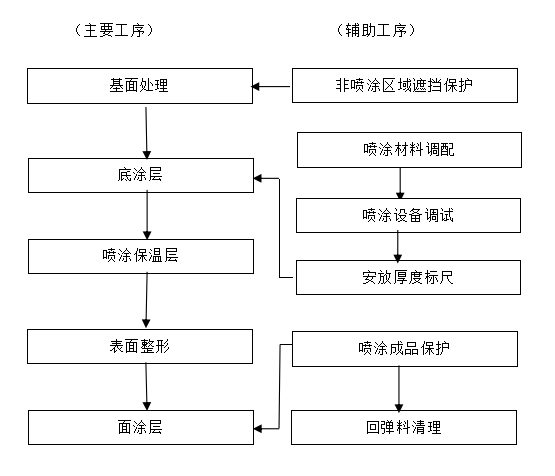
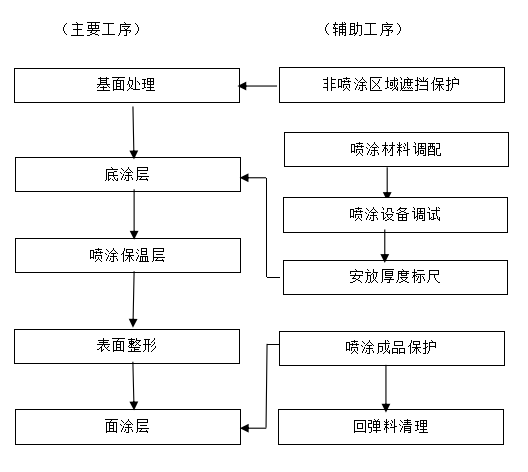
工艺流程
纤维喷涂棉和配套喷涂胶黏剂经专用设备高速喷出,在喷头端口充分混合,以一定压力均匀喷涂在基体表面,从而形成密闭无缝的绝热吸声层。其表面平整、纤维分布均匀,无影响使用的分层、孔洞、裂缝等缺陷。




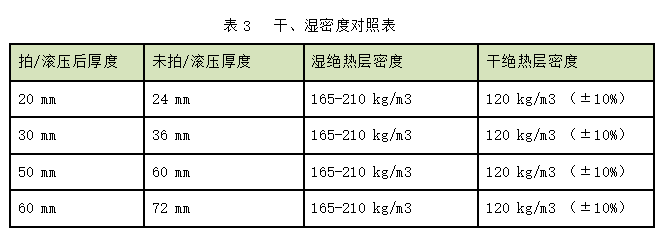
工艺标准
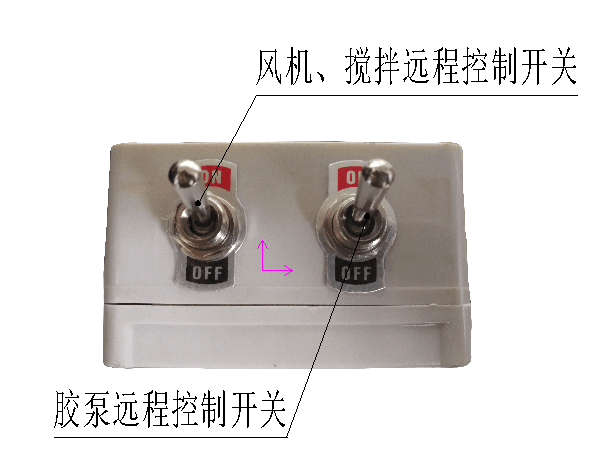
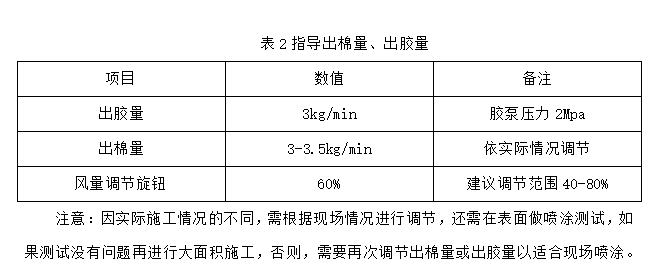
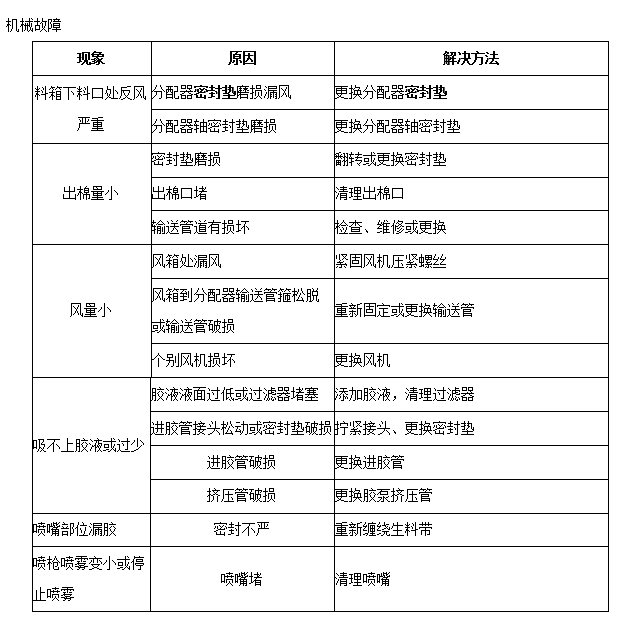
矿物纤维喷涂层的施工标准化是喷涂绝热吸声层质量的重要保障,在施工前,须控制喷棉机出口的大小、风机的风力和喷胶泵的流量,使喷涂时的出棉量和出胶量达到说明书建议的棉胶配比,调试稳定后才能在喷涂工作面开始进行喷涂;以确保棉的有效粘接和喷涂层的质量,保证喷涂层成品的强度和耐久性,详细内容请参考《新时基业矿物纤维喷涂施工技术规程》。
附:《F-16S喷涂施工工艺操作说明》,其它产品使用操作说明请向新时基业技术部门索要。




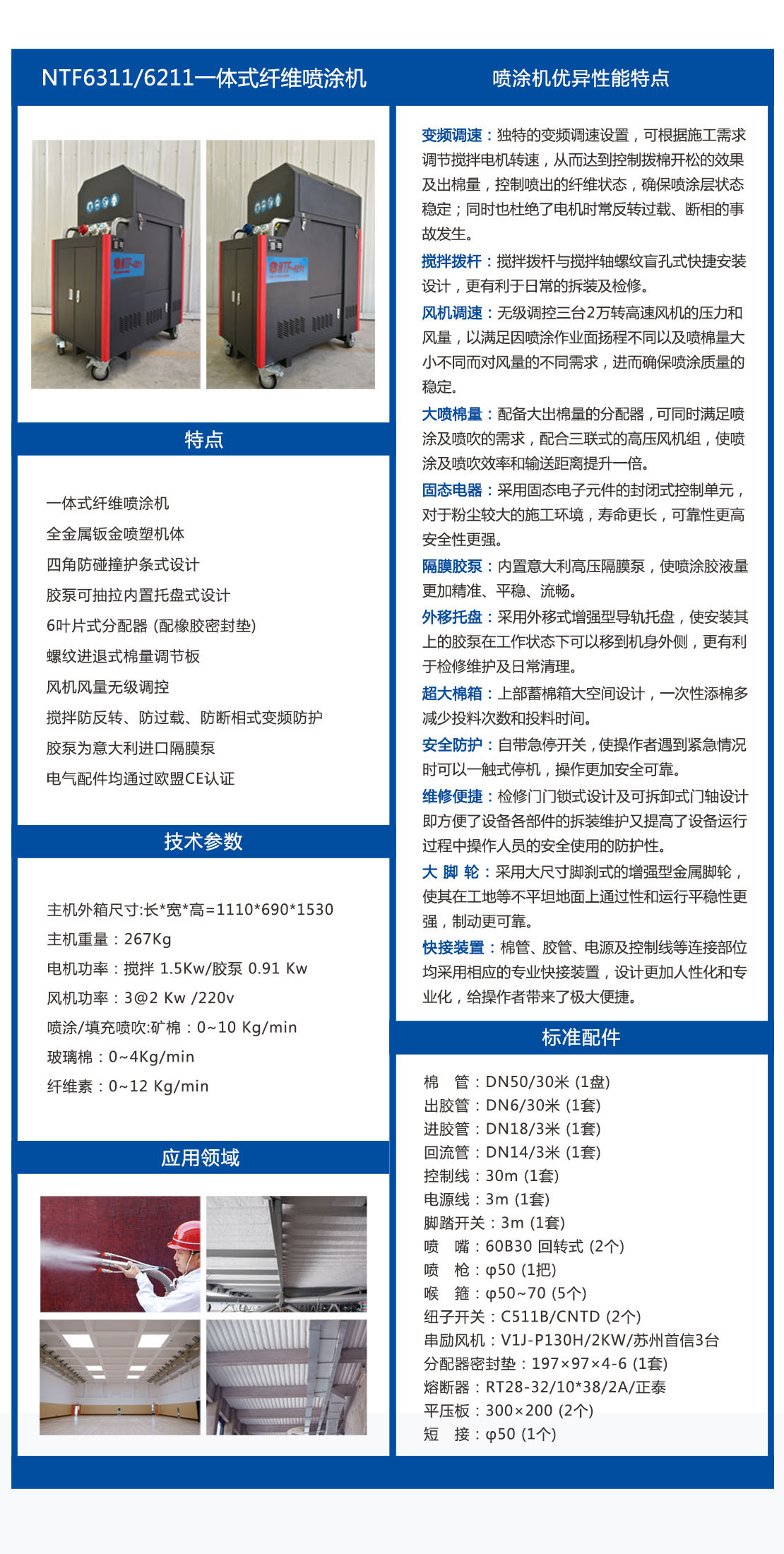
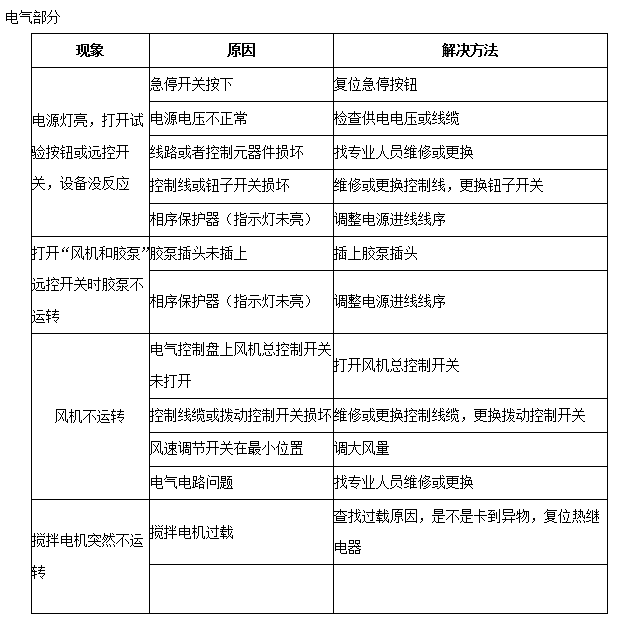
 设备综述设备综述性能特点NTF3300 迷你型纤维喷涂机NTF6300/6200通用型纤维喷涂机NTF6311/6211一体式纤维喷涂机喷涂设备配件喷涂设备配件使用说明使用说明及注意事项设备业绩展示喷涂设备业绩展示
设备综述设备综述性能特点NTF3300 迷你型纤维喷涂机NTF6300/6200通用型纤维喷涂机NTF6311/6211一体式纤维喷涂机喷涂设备配件喷涂设备配件使用说明使用说明及注意事项设备业绩展示喷涂设备业绩展示







 企业宣传片(完成)施工视频(完成)
企业宣传片(完成)施工视频(完成)
